Scaling Up Additive Manufacturing
Before 3D printing can evolve, it must be enhanced with sufficient data management.
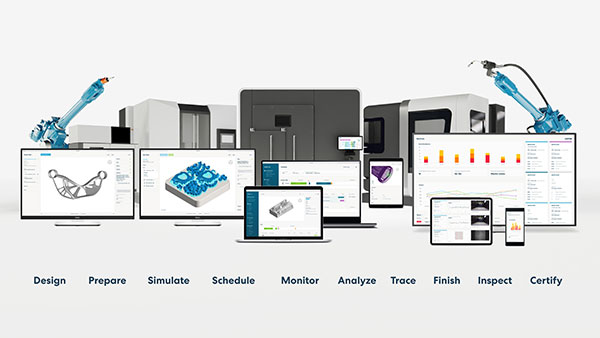
Fig. 1: The digital thread helps to connect the flow of additive manufacturing data, from the design systems to the finished part and back through all of the connected systems and processes. Image courtesy of Oqton.


Latest News
May 2, 2022
Additive manufacturing (AM) stands at a crossroad in its evolution. No longer just an advanced prototyping tool, the technology is poised to assume major new roles in goods production.
For some AM system developers, the next step is to deliver unprecedented manufacturing agility, which opens the door to mass customization, efficient on-demand and small-batch manufacturing, and production localization.
Other technology proponents, however, want to take AM one step further and cultivate its capacity to efficiently perform volume production of quality products.
Both paths promise to fundamentally alter the manufacturing landscape, but there’s a catch. Before the technology can advance to the next stage of its evolution, it must be enhanced with a way of managing and leveraging all information associated with the production process, a mechanism that can provide a more holistic view of the product throughout its lifecycle. This is where digital thread can add momentum to AM’s metamorphosis (Fig. 1).
Forces Driving AM Evolution
Why is the drive to grow AM technology so strong now? What market and technological forces have set AM’s growth spurt in motion?
Emerging market conditions and consumer demands simply cannot tolerate the inefficiencies of traditional manufacturing processes that call for costly and time-consuming reconfiguration of manufacturing systems to produce new or different products. These older practices too often prevent manufacturers from achieving the flexibility that the market now demands.
“Today, companies must act fast, deliver parts on-demand, and manufacture near the place where the order has been placed to avoid shipment delays and hold down costs,” says Roy Sterenthal, vice president, industrial additive, at Oqton. “Additionally, we see an increased demand by customers to rapidly iterate design concepts.”
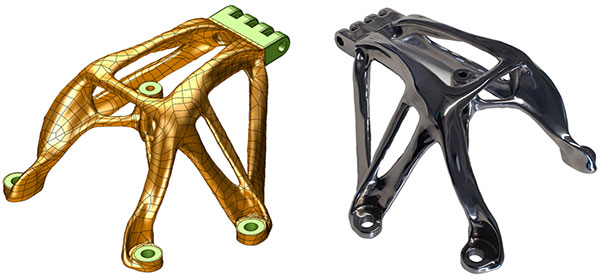
According to Sterenthal, customers may start with a bracket design and later optimize it for less weight by making various options. This helps lower overall total cost of ownership once the overall process is defined.
Amidst these changes, companies increasingly see AM implementation as imperative if they are to remain competitive.
“Additive manufacturing now goes beyond designing and printing a part,” says Nihal Velpanur, product manager, Creo AM at PTC. “What started out as a prototyping and small-volume manufacturing tool is now being adopted by larger companies as they look to leverage the benefits of industrial additive manufacturing. As we scale toward end-use part production, there is an immediate and critical need to maintain full traceability of a design over the entire product lifecycle, and the digital thread is key to capturing the entire design-to-manufacturing workflow.”
Tailoring Digital Thread for AM
An effective AM digital thread must accommodate several factors, parameters and timing issues not encountered in traditional manufacturing. Users must cultivate a specialized digital thread to achieve a working production environment to produce repeatability, quality control and traceability.
Such a digital thread allows companies to better manage AM process data.
“The digital thread helps connect the flow of data right from the design all the way to the finished part and back through all of the connected systems and processes, and it provides the necessary visibility and control over the critical parameters at every level,” says Velpanur. “This empowers better decision-making at the product development stage and ultimately faster time to market. The digital thread ensures complete associativity between every stage of the manufacturing process and provides real-time monitoring and feedback at each stage.”
By offering traceability, repeatability and a way to automate the manufacturing process as much as possible, the digital thread can bring unprecedented agility to manufacturers that deploy AM systems, which enables them to quickly change and optimize their processes or use new parameters to get the best result.
“Repeatability, traceability and quality control are the basic tenets of industrial additive manufacturing, and the digital thread is the most appropriate solution to ensure that companies succeed with additive manufacturing, not just one part at a time, but at scale,” says Jose Coronado, product management director at PTC. “The AM digital thread is the data backbone of the technology and provides a real-time connected look at data across the system.”
Collecting the Right Data
To comprehend the scale of an AM digital thread and to maximize its full potential, companies must shift from a subtractive manufacturing mindset to one based on AM design principles. This means optimizing for hardware technologies and software processes unique to AM. To do this, manufacturers will have to become familiar with a new data set that defines all parameters that drive AM.
“AM is a powerful, yet complex, manufacturing technology,” says Coronado. “To ensure that each and every part is fully certified for critical missions, every parameter must be documented to form an important piece of the connected digital thread.”
This requires collecting design, process and machine data from CAD, product lifecycle management (PLM), industrial Internet of Things (IIoT) and enterprise resource planning (ERP) systems. The following is a summary of types of data that come into play:
Design data:
- Enriched CAD data, including geometry, lattice and support construction
- Machine codes, including scan and toolpaths
- Part simulation, including real-time simulation analysis results
- Process simulation, including distortion compensation based on the printing process and material
Process data:
- Sensor data, including scan paths and critical parameters that can be changed in real time to prevent defects
- Inspection information, including computed tomography scan data, that either provide feedback to the design or printing process or feed forward to the post-processing equipment to adjust parameters to meet the desired surface quality
Machine data:
- Includes temperature of the build chamber, oxygen levels, laser parameters, purity of the gas flow and powder properties
One place to begin the data collection process is the key process variables (KPVs), which are outlined in standards like AMS7003A. Standards such as this help establish process controls for the repeatable production of aerospace parts by laser powder bed fusion. This standard defines 34 KPVs, a dozen of which require statistical process control. These parameters include factors like laser conditions, powder morphology and the build chamber for laser powder bed fusion.
“Eventually, modeling will be helpful to predict final part mechanical properties by predetermining crystalline microstructure,” says Bill Bihlman, founder and president of Aerolytics and a member of SAE International’s Additive Manufacturing Aerospace Materials Specifications Standards Committee. “Of course, this will be realized via artificial intelligence and control loops that consolidate, analyze and propagate salient build information.”
Real-Time, Real-World Data for Agility
Though AM is driven primarily by design and modeling information, these data sources are often insufficient to ensure high-quality 3D-printed parts. Real-world physical data is needed so manufacturers can glean insight into such factors as support structure requirements, specific printing orientations and the correct number of parts on the tray to avoid overheating in some layers.
To this end, manufacturers can use data from machines, material batch parameters, build-prep engines, in-process vision systems and quality-control inspection teams, aggregated by the digital thread, to create feedback and feed-forward loops.
These mechanisms allow manufacturers to quickly optimize or modify AM builds, provide accurate quotes and smartly schedule equipment use. Feedback and feed-forward loops also inform and empower design, PLM and ERP systems (Fig. 2).
“The benefits of a well-automated additive manufacturing process are clear and revolve around directness,” says Rob McAveney, chief technology officer at Aras. “In a serial manufacturing process, that feedback takes weeks or more to get to engineering—if at all.”
There are many steps including manufacturing planning, sourcing and tooling expedited in an additive process, according to McAveney. The feedback loop is more frequent and connected.
“Changing geometry that results in build or print failures will be obvious very quickly. This leads to continuous improvement. The difference here is the directness of the feedback loop and the pace of iteration based on that feedback,” he adds.
The digital thread acts as a real-time connected system that functions at the most granular level. This system allows for feedback to be accessed anywhere between the design and production stages, so it doubles as a closed-loop system that allows real-time monitoring and provides the ability to make changes and correct errors quickly along the way.
“An example of a feedback loop would be where any defects occurring during the printing process in the print chamber would need to be propagated immediately back to the design, triggering a design change either to prevent or at the very least reduce the issues,” says Velpanur.
“At the same time, this feedback would need to feed forward to the post-processing equipment to compensate for the defect in the particular part being produced. In this scenario, your PLM system would act as the backbone enabler of the digital thread, allowing communication of highly complex and large amounts of data across the company,” PTC’s Velpanur adds.
Other feedback loop examples include monitoring performance of the parts in the field, or scheduling maintenance and downtimes.
Obstacles Remain
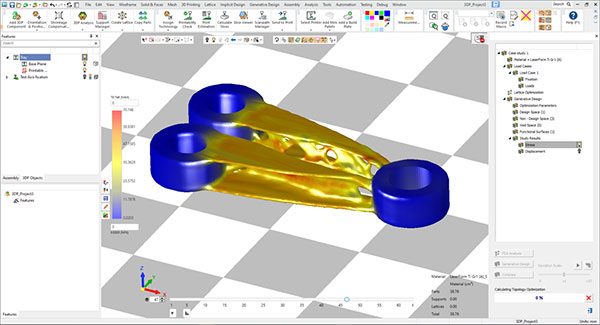
The challenges confronting developers of AM digital threads are much the same as those hindering other digitalization projects. For example, seamless communications among disparate (and often proprietary) systems—an essential ingredient for a successful digital thread—remains elusive (Figure 3).
“When you have individual software components optimized for a single task [that] are not connected with your other systems, this becomes an issue,” says Coronado. “For example, AM hardware that does not share data or accept parameter data from non-proprietary software. This doesn’t necessarily mean that all the components of your digital thread need to be open source, but each component of the digital thread must be able to communicate with the other components without being a roadblock.”
This issue is exasperated by the absence of key standards. “There is a fundamental lack of standards regarding AM file formats,” says Bihlman. “NIST is working with industry leaders on a common data dictionary for AM. Nevertheless, there is still considerable variation between AM machine builders in terms of their KPVs and how the information is reported.”
Another challenge related to these issues arises from competition among AM technology providers.
“As an industry, AM has provided several companies quite a competitive edge when it comes to strategies either as an early adopter or when transitioning from prototyping into full production,” says Velpanur. “Unfortunately, when technologies act as a competitive advantage, it also brings to the market secrecy, closed walls and holding cards very close to the vest. This means that a lot of the companies end up inventing everything from scratch, making the same mistakes, learning the same lessons and wasting tons of resources at every step.
“More companies sharing their journey and their learnings and supporting a more cohesive and information-rich ecosystem with the necessary standards and certifications will go a long way in making it easier to adopt AM and the digital thread successfully,” Velpanur adds.
Going Big with AM
The AM and digital thread combination has proven its potential to give manufacturers the flexibility and agility to avoid many of the shortcomings of traditional production practices. Together the two technologies can facilitate on-demand production, reduced production cycles, cost-effective small-batch production and localization of manufacturing.
There are those, however, who advocate scaling AM to perform volume production.
“Moving from using AM for prototyping to production applications, customers are requiring stability, quality control, traceability and in general the ability to scale an existing workflow,” says Sterenthal. “Manufacturing lines that are being scaled are expected to maintain the same level of quality and standards. The digital thread enables traceability and ensures we can meet and maintain the processes.”
Obviously, the scale will vary among industries and use cases. “Scalability for an SME can mean integrating a small-scale agile additive manufacturing facility into an existing manufacturing setup, whereas a large-scale enterprise can really look at scale in terms of shifting the bottom line from hundreds of parts to hundreds of thousands of parts,” says Coronado.
In addition, scalability also entails moving away from reliance on manual processes to greater automation.
“Scalability means that as a manufacturer, you are not dependent on manual processes,” says McAveney. “To achieve scalability, you need to have automation, and it must be controlled. The reality is that there are several steps and machine-specific settings to get from 3D CAD to a printed part. To achieve scalability, you must have a robust digital thread to know what was printed and to make processes repeatable. A skilled operator can get great results manually, but to achieve scalability you need a digital thread.”
More Aras Coverage
More Oqton Coverage

More PTC Coverage
Subscribe to our FREE magazine, FREE email newsletters or both!
Latest News