Velo3D – the Most Advanced Metal AM System You’ve Never Seen
Latest News
August 29, 2018
“If you do metal powder bed printing, don’t you dream of getting rid of, or at least minimizing, support structures? And wouldn’t it be nice to print with more than a 90% first-time success rate, at production speeds? Such results are available now with the new end-to-end metal additive manufacturing (AM) system from Velo3D of Campbell, CA, a company that has been determined to perfect its products before offering them to the world.
Having operated in radio silence for four years, the company is launching its solution at next month’s International Manufacturing Technology Show (IMTS). The system comprises three tightly integrated elements: the Sapphire hardware unit, Flow print-preparation software and Intelligent Fusion technology, and the result is a 30% to 70% total cost reduction compared to other AM processes.
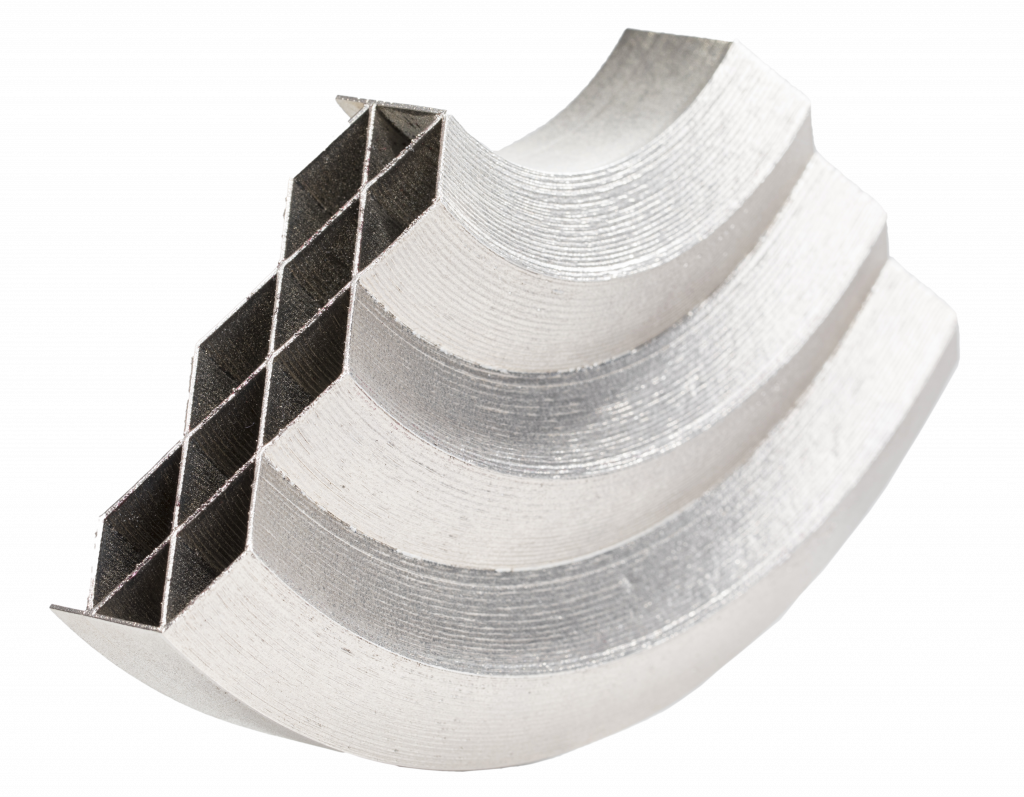
 Sample metal AM parts with extreme overhangs, printed on Velo3D Sapphire system. Image courtesy Velo3D.
Sample metal AM parts with extreme overhangs, printed on Velo3D Sapphire system. Image courtesy Velo3D.Velo3D was formed in 2014 to address such metal AM challenges as product design limitations, part-to-part build consistency, process control and total manufacturing workflow cost-effectiveness. “We set out with the bold vision of creating technology that could manufacture parts with any geometry, to take additive manufacturing mainstream,” Benny Buller, company founder and CEO, says. “Our approach relies on creating deep insights in physics fundamentals.” Company personnel currently number more than a hundred employees with backgrounds as diverse as solar energy, semiconductors and geometric computation, and all development partners have multiple years of metal AM experience.
Key elements of the system include integrated thermal process simulation, print performance prediction and closed-loop control processing. As a result, parts made on the Velo3D Sapphire system can include overhangs as extreme as 5 degrees and inner diameters of 40 mm, both without any support structure, while displaying a surface finish of less than 3 microns SA. Users can also choose to optimize parts for such parameters as throughput.
Addressing the Pain Points of Industrial AM
Customers have been telling Velo3D that not only is the ability to print a part important, but also the need to cut down product development time is in demand. Stefan Zschiegner, Velo3D chief product and chief marketing officer, says they wanted from the start to take powder bed fusion (PBF) to another level, making it possible to print previously unprintable designs, quickly. He described areas where they focused their attention: design constraints based on difficult geometry, the large number of supports in critical locations, post-processing and high variability/lack of control throughout the build process.
“When you have a set of very complex supports,” notes Zschiegner, “there’s a lot of time spent to iterate between AM design tradeoffs and post-processing.” Velo3D’s solution offers users a broad design space and the ability to print highly complex parts of quality that require little or no post-processing; typically there's a three- to five-fold reduction in support volume, reducing both materials and time. “We are currently working with titanium and Inconel,” he adds, “and have targeted key applications in aerospace, energy, industry (e.g., turbine machinery) and medical implants and devices.”
 Titanium acetabular cup implants, printed without supports on a Velo3D Sapphire system. One build run can produce more than 400 such parts. Image courtesy Velo3D.
Titanium acetabular cup implants, printed without supports on a Velo3D Sapphire system. One build run can produce more than 400 such parts. Image courtesy Velo3D.During an online demonstration for DE, he showed off several complex parts such as a shrouded impeller with internal structure, a thin-walled (250 microns) heat exchanger with high aspect ratios and a large build with dozens of lattice-structure acetabular hip cups. For the latter, all were built “floating” and nested in the powder bed, then simply scooped up and removed by hand—no supports in sight. In addition, Zschiegner said their system could build more than 400 such cups in a single build run.
End-to-End Additive Manufacturing
So, what’s behind these parts and accomplishments that have been four years in the making? For an overview of Velo3D’s approach, a good place to start is the executive summary on the company website page entitled Intelligent Fusion.
The process begins with print-file preparation performed on the user’s computer. Giving the first inkling of how the system achieves its accuracy and speed, Zschiegner says that beyond the typical concepts of part orientation or supports, their Flow software does a pre-print simulation and correction, optimizing the design and adjusting the geometry and build layout. “It can pre-deform any of the features in the build,” he explains, “to ensure we counteract any of the typical print-process issues ahead of time and prepare the file so it will come out correctly. As a result, we accelerate first-part success to over 90 percent.”
 3D printed metal heat exchanger produced on a Velo3D Sapphire system. The thin-walled internal detail did not require supports. Image courtesy Velo3D.
3D printed metal heat exchanger produced on a Velo3D Sapphire system. The thin-walled internal detail did not require supports. Image courtesy Velo3D.This preparation is handed off to the Sapphire AM build hardware, which employs dual 1KW lasers in a build volume that is 315mm diameter by 400 mm high; both lasers cover the full volume. Another aspect that is different compared to other AM metal systems is the tight control of the oxygen atmosphere in the build volume, kept to sub-10ppm.
Intelligent Fusion technology decomposes part geometry into fundamental features that are compared to a catalog stating how to pre-correct for deformation, closely aligned to execution. “At the end,” says Zschiegner, “all of that modeling and prediction depends on our ability to closed-loop control the melt pool. In fact, our melt pool is a function of (part) geometry; it’s not constant—the power is changing throughout the build.” This overcomes any process instability or temperature change from the first layer to the last layer.
Other innovations that work in concert with the software and enable these results include a patented zero-contact re-coater blade system whose protrusion-tolerance makes blade contact a non-issue plus integrated in-situ process metrology with both thermal and optical sensing supporting real-time, closed-loop control. (For more details about saving support-material and reducing thermal distortion, see this Velo3D white paper.)
High-Volume, Unattended Manufacturing
The Sapphire AM system, designed to support high-yield factory automation, is configured for three possible stages of the print module—ready to print, printing and ready to unpack. First, the print module is loaded from a transfer cart and slid into the machine. The module is then locked in place and unsealed, to start printing automatically. After printing, the module is sealed again, undocked and moved out to the ready-to-unpack stage. Another module can now move into print position, and the process continues.
 Velo3D Metal AM System. Modular configuration allows unattended switchover of build volumes with no calibration needed. Image courtesy Velo3D.
Velo3D Metal AM System. Modular configuration allows unattended switchover of build volumes with no calibration needed. Image courtesy Velo3D.Switching over the modules takes less than 15 minutes between builds, and the process needs no human intervention for calibration or auto-leveling. Currently this setup permits back-to-back overnight building, something that customers have been requesting. Eventually the system will support longer-term unattended runs.
Gas-tight seals on the build module and chamber prevent powder contact with oxygen, eliminate purge times and reduce operator exposure. Coupled with the Sapphire’s fine oxygen-level controls, powder reuse can be extended and part quality increased.
Velo3D has had close to 20 Sapphire systems on site operating at multiple customers since early 2018, and parts are continuously being printed. The company is currently filling orders for service bureaus and OEMs whose own customers include rocket engine manufacturers and Fortune 500 businesses. Lead time for delivery is three months, but customers can immediately obtain the Flow software to start learning its operations.
“We wanted to figure out the entire product before we launched,” notes Zschiegner with reference to the years that Velo3D flew under the radar. “Leaders of the industry say this is a game-changer.” See the system at IMTS in Chicago, September 10–15, 2018.”
Subscribe to our FREE magazine, FREE email newsletters or both!
Latest News
About the Author
Pamela Waterman worked as Digital Engineering’s contributing editor for two decades. Contact her via .(JavaScript must be enabled to view this email address).
Follow DE