Latest News
August 1, 2017
 Monica Schnitger
Monica SchnitgerCoordinate measuring machines (CMMs) are devices that use physical contact or, increasingly, laser scanners or other touchless techniques, to precisely create a digital map of the outside of an object. The simplest CMMs are portable and look like a handheld drill or glue gun; the operator passes the tip of the device, a probe or scanner, carefully around the workpiece to map it. The biggest CMMs have granite bases that provide stability for large parts and a gantry-like structure that moves the scanner over the part. In between, an arm-like structure holds the probe or scanner while it moves around the stationary part. Which CMM is right for you depends a lot on what you’re measuring and where that sits in your workflow.
Mapping the Data
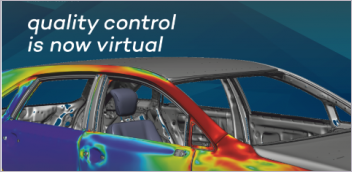
There are dozens of CMMs on the market today, each with a range of sensing devices and software to run it all. Their sensors map the as-is workpiece and compare it with the ideal of the CAD model to identify where tolerances are exceeded. This sounds simple: “Is this hole bigger than it should be?” has a quantifiable “yes”or “no” answer. But it is actually quite complex. First, the process needs to ensure that the measurement originates from the correct datum and acknowledges temperature and other variables that might affect the measurement. Then, it needs to be in context with CAD models that present product requirements in an as-desired form; CMMs capture the as-is and are part of the business of manufacturing. Correctly gathering data means measuring the important surfaces of a workpiece and not necessarily all; it’s a balance of cost, speed and accuracy.
But what do you do with that data? This is where the magic happens. CMMs (well, their software) map the deltas or differences between the as-is and as-designed. Once you have that information, you can start to ask questions such as the following:
- Does the delta grow as you produce more units? Perhaps the tools are out of spec.
- Is there a delta consistently in one spot? Maybe the design and your machining process are not well aligned—or maybe you are not measuring accurately enough.
- Could the delta highlight a manufacturing inefficiency?
Can you fine-tune the machining instructions?
- Or is it the machine setup? Can you swap out a suboptimal tool for another?
Location, Location, Location
Where you carry out your measurement process also affects outcomes. CMMs used to be located in quality control labs, making it an outside oversight and limiting the ability to practically influence the production process. After all, while parts are queued for measurement, production is still rolling. Too, any deltas that are found are much harder to trace to a specific floor operation if hours have passed since that part was produced. To make the quality process more real-time, many companies are now putting CMMs right onto the shop floor. This makes it obvious that quality is everyone’s job but has implications for measured accuracy since the environment is not as controlled as in a lab. It is a tradeoff that each manufacturer needs to make.
One thing I hear time and again is that there is no one “correct” measurement method. Every measurement has some sort of variance that can affect our impression of the quality of a workpiece. We need to get comfortable with that and balance CMM data against other factors in the business such as risk (is the part still fit for purpose?), cost (if we scrap it, what’s the impact?), schedule (what don’t we do, if we redo this lot?). Each measurement must be considered in its context.
A quality program can be many things from a simple sorting of parts into “good” and “bad” to a more sophisticated manufacturing process control scheme. If it is the latter, it needs to identify what matters to manufacturing, which may be very different from what design has in mind. In this case, it’s even more important that design and production work together to identify the tolerances that are most important to measure and track.
Subscribe to our FREE magazine, FREE email newsletters or both!
Latest News
About the Author
Monica Schnitger is the founder, president and principal analyst of Schnitger Corporation. She has developed industry forecasts, market models and market statistics for the CAD/CAM,CAE, PLM, GIS, infrastructure and architectural / engineering / construction and plant design software markets since 1999.
Follow DE